



助焊剂之无卤素助焊剂-绿志岛-领先绿色科技
2016年07月05日
LDF900-3属于无卤素助焊剂,适用性极为广泛,在喷雾或发泡型波峰焊及手工浸焊的应用领域均有极为优异的表现。助焊剂体系的活性经过特别设计,即使是可焊性一般的印刷电路板亦可得到良好的焊接效果,特别适用于无铅制程。助焊剂中合适的固体含量及其内部活性机理保证了电路板焊后残留物极少,而且电路板表面干燥、干净。在无特殊需求条件下,可免除清洗工序,进而节约制造商的生产费用。
LDF900-3无卤素助焊剂的另一个特征是焊后电路板有着很高的表面绝缘电阻,可以保证电路板电器性能的可靠性。
LDF900-3无卤素助焊剂有着很大的可选择工艺参数范围,从而使之能适应于不同环境、不同设备及不同应用工艺。

特 征
无卤素助焊剂焊点表面光亮、高润湿无腐蚀性、残留物极少,而且无卤素助焊剂在焊后可免清洗、符合ANSI/J-STD-004助焊剂标准、表面绝缘电阻高;
管 理
LDF900-3无卤素助焊剂在密封的情况下保存期限为1年,保存期间应远离火源,避免阳光直射或高热但是无卤素助焊剂不能冷冻保存,避免将剩余助焊剂与未使用的助焊剂混合封装,保持容器密封;LDF900-3无卤素助焊剂使用前无需搅拌,助焊剂长期存放后,在使用前应测量其比重,并通过添加稀释剂来调节比重至正常。
操 作 说 明
|
项目 |
建议参数 |
|
助焊剂涂覆量 |
发泡工艺:1000-2000mg/in2 固态含量 喷雾工艺:750-1500mg/in2 固态含量 |
|
板面预热温度 |
90-115℃ |
|
板下预热温度 |
100-130℃ |
|
板面升温速率 |
最大2℃/s |
|
传送带倾斜角度 |
5-7°, 通常为5.7-6° |
|
传送带速度 |
1.0-1.8 m/min,通常为1.2 m/min |
|
过波峰时间 |
约为2-5秒 |
|
锡炉温度 |
有铅:240-250℃ 无铅:255-270℃ |
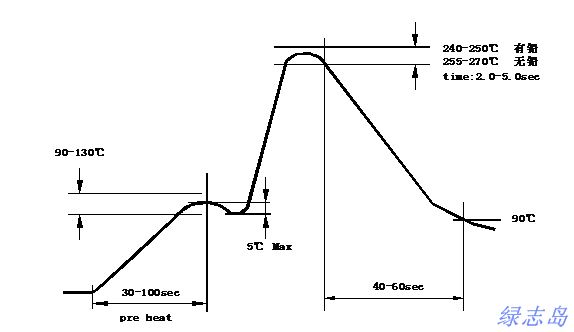
温度曲线图
注:以上参数和曲线图仅为参考,不保证可获得最佳焊接效果。鉴于使用者的设备、元器件、电路板等方面的条件各不相同,建议使用者采用试验设计方法来获得优化参数。
工 艺 控 制
使用过程中对助焊剂的控制非常重要,可以保证助焊剂的成分不发生变化。波峰焊过程中助焊剂的准确控制不仅可以保证相同的焊接效果,而且可以使焊后残留物最少,从而消除对焊点探针测试的干扰。
基本物理特征
|
项目 |
测试结果 |
|
外观 |
清澈液体 |
|
气味 |
醇类味 |
|
物理稳定性 |
通过:5±2℃无分层或结晶析出,45±2℃下无分层现象。 |
|
固体含量 |
3.0±0.2% |
|
比重 |
0.800 ± 0.01g/cm3 |
|
酸值 |
30.0 ± 5.0mgKOH/g |
|
PH 5%v/v溶液 |
3.4 |
可靠性性能
|
项目 |
技术要求 |
测试结果 |
|
水萃取液电阻率 |
JIS Z3197-86 JIS Z3283-86 |
通过:5.0×104ohm·cm |
|
铜镜腐蚀 |
IPC-TM-650 2.3.32 |
通过 |
|
AgCrO4 |
IPC-TM-650 2.3.33 |
通过 |
|
卤素含量 |
JIS Z3197-86 JIS Z3283-86 |
通过 |
表面绝缘电阻
|
测试条件 |
要求 |
测试结果 |
|
IPC J-STD-004 板面向上,未清洗 |
>1.0×108Ohms |
8.9×108Ohms |
|
IPC J-STD-004 板面向下,未清洗 |
>1.0×108Ohms |
7.6×108 Ohms |
|
IPC J-STD-004 空白板 |
>2.0×108Ohms |
3.3×109 Ohms |
|
85℃, 85% RH, 168小时/-50V,测量电压100V,IPC-B-24板,线宽0.4mm,线距0.5mm |
||
BELLCORE ELECTROMIGRATION
|
测试条件 |
SIR(初值) |
SIR(终值) |
要求 |
测试结果 |
|
板面向上,未清洗 |
3.1×1010 |
1.1×1010 |
SIR(初值)/ SIR(终值)<10 |
合格 |
|
板面向下,未清洗 |
3.7×1010 |
1.9×1010 |
SIR(初值)/ SIR(终值<10 |
合格 |
|
GR 78-CORE,1版 65℃,85%RH,500hrs/10V,测量电压100V,IPC-B-25 B型梳形线路板,线宽12.5mil, 线距12.5mil. |
||||
焊 后 清 洗
LDF900-3属于免清洗助焊剂。一般应用时无需清洗焊后残留物。
如需进行清洗,LDF900-3助焊剂焊后残留物可用绿志岛公司的相对应清洗剂进行清洗。
存 储
LDF900-3无卤素助焊剂属于易燃品,请远离火源或高热。储存环境温度0~40℃,避免阳光直射。
东莞市绿志岛金属有限公司【绿志岛焊锡厂】拥有完整的生产体系,生产、直销焊锡膏,焊锡丝,焊锡线,焊锡条,无铅焊锡条,无铅焊锡丝,无铅焊锡线,助焊剂等产品.
推荐阅读
助焊剂和防飞溅剂的分类区别和作用-绿志岛-领先绿色科技 助焊剂的成分是什么-绿志岛--领先绿色科技
